- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Penyelenggaraan dan pembersihan mesin pemotong CNC pada hari cuti.
1. Kembalikan setiap paksi ke titik asal, buat sandaran perisian pengawal, dan masukkan pakej termampat ke dalam pemacu kilat USB atau komputer.
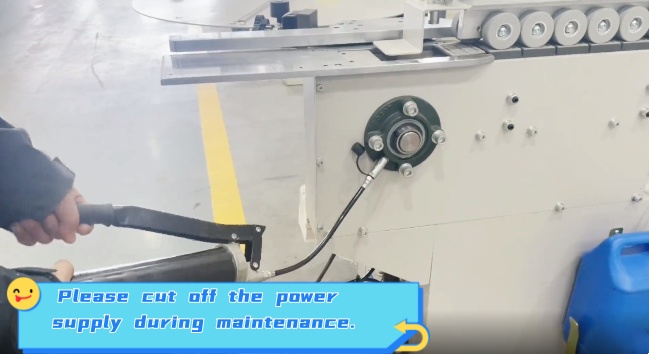
2. Bersihkan habuk dan kekotoran pada meja mesin, atas meja, rantai seret, skru plumbum, rak dan rel pemandu dengan gas, kemudian sikat rak dan rel pemandu dengan minyak pelincir (minyak rel panduan alat mesin ISO VG-32~ 68 digunakan, dan mentega adalah dilarang) untuk memastikan bahawa terdapat minyak pada rel panduan dan rak setiap aci, dan mengalirkan air dalam pemisah minyak-air di atas katil.
3. Bersihkan kekotoran pada permukaan pelantar penggerudian dengan gas. Kotak gear pelantar penggerudian kawalan berangka perlu diisi dengan minyak pelincir daripada pengisi: gris pelincir Krupp L32N 5cc.
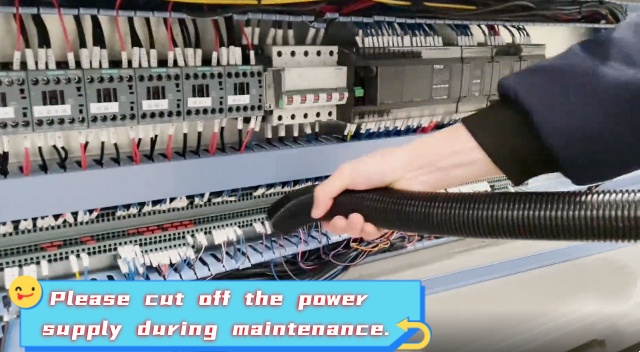
4. Potong bekalan kuasa kotak agihan, dan bersihkan habuk dalam kotak agihan dengan mengosongkan (nota: jangan tiup terus dengan gas, menaikkan habuk akan menyebabkan sentuhan yang lemah pada komponen elektronik). Selepas dibersihkan, masukkan bahan pengering ke dalam kabinet.
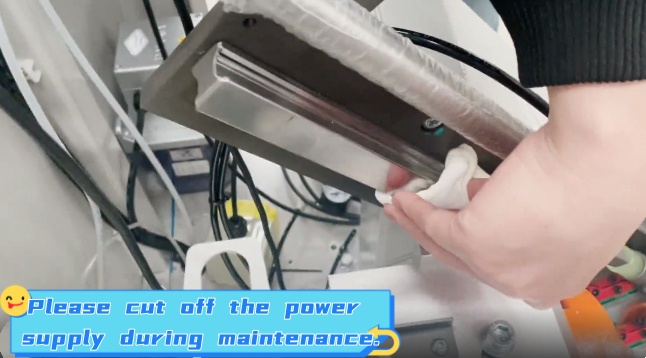
5. Bersihkan dan kekalkan pinggir gelendong dan pemegang alat dengan gas; Bersihkan permukaan lubang tirus pada sambungan dengan kain yang lembut dan bersih. Berhati-hati membersihkan dan mengekalkan permukaan tirus pemegang alat dengan agen penyahgris, dan sapukan pelincir selepas pembersihan.
6, pam vakum pam vakum mengeluarkan unsur penapis, meniup bersih. Semak ketinggian kepingan grafit sekali. VTLF250,360 tidak boleh kurang daripada 41mm dan VTLF500 tidak boleh kurang daripada 60mm. Isi gris pelincir Krupp AMBLYGON TA-15/2 dengan 10cc.
7. Selepas keseluruhan mesin dibersihkan dan diselenggara, peralatan hendaklah dibalut dengan betul dengan kain kasa untuk mengelakkan abu jatuh.